罐车知识

混凝土搅拌罐车
青羊区杰美图云设计工作室位于青白江工业园区,是一家集设计、生产、销售和服务为一体专业混凝土机械设备公司。
联系人:刘经理
手机:13518219792(微信同号)
Q Q:631063699
地 址:成都市郫县工业区
粉料气力上料系统
在成都混凝土搅拌工厂内,为了提高效率,搅拌楼不只设计有骨料暂存仓,还设计了粉料暂存仓及其上料系统,目前该系统属国内首次应用,也是成都混凝土工厂的亮点之一。


与传统搅拌站的螺旋机上料方式完全不同,混凝土搅拌楼采用气力输送方式,将粉料通过气送管道输送至搅拌楼顶层的粉料暂存仓。在生产时,打开暂存仓出口蝶阀门,粉料直接落入粉秤内进行称量,缩短称量用时,同时利用粉料暂存仓出口蝶阀门的半开、全开功能以及下料料流稳定的特性,实现粉料的高精度称量。
粉料气力上料系统主要由罗茨风机、管路吹气阀、耐磨气送管道、叶轮给料机、送料阀、控制系统等组成。
控制工艺图(eg:先上1#暂存仓,后上2#暂存仓)
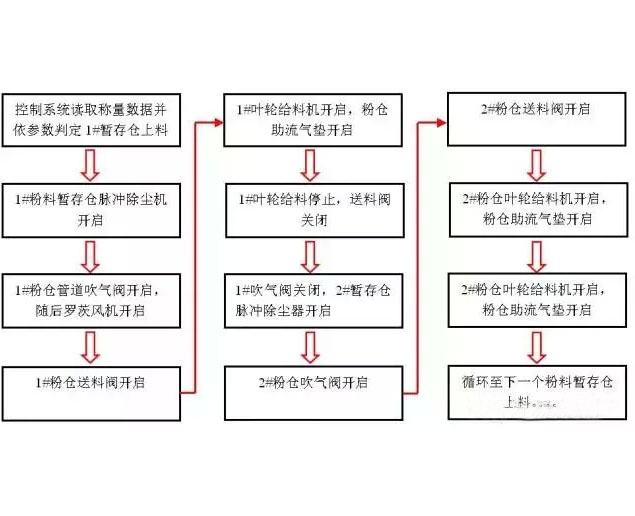
罗茨风机:
粉料采用气力输送,气力的产生由罗茨风机提供,罗茨风机必须在有出气口的情况下才能启动,避免过载。

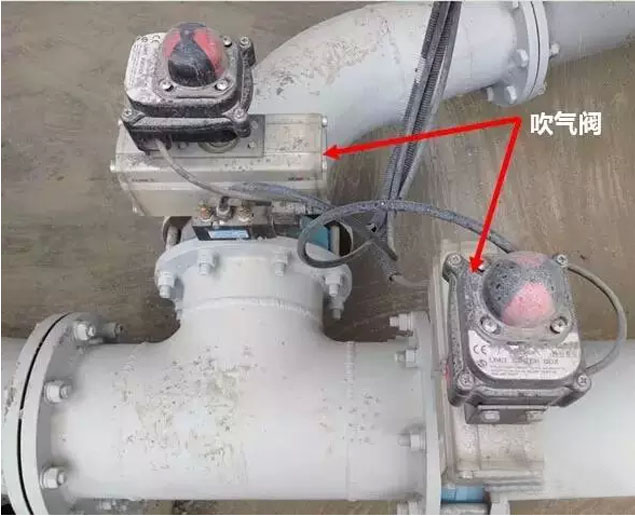
考虑到罗茨风机的功率大小和占地面积,三个粉仓共用1#罗茨风机,另两个粉仓共用2#罗茨风机。涉及多台共用,会产生支路,因而为了保证输送的独立性,在每个支路需单独设置吹气阀(送气开关),安装在该气路粉仓供料阀前面,当需要该种粉料上料时,该气路的吹气阀才会开启,其余时间保持关闭。吹气阀的开启时间与粉料种类数和布管有关,可在控制系统内设置固定的吹气时间,也可让控制系统根据粉料暂存仓内料位计的状态来自动判定吹气时间。当然为了上料的安全性,控制系统还需设有相关的保护设置,以便控制系统能够读取吹气阀的位置状态并予以判定。当吹气阀开门时,若感应到行程开关不到位,说明此时吹气阀未处于全开状态,可能会影响风送管道内的风力大小,为了保证管道内不堵料,此时控制系统便会立刻关闭送料阀停止供料,并跳过该过程,待吹气阀走完所有控制逻辑后该支路功能复位,再等待下一次开料上料。

为了防止因粉料在粉仓锥口处结拱而导致下料不畅,因此特需要加装破拱装置,破拱装置有多种形式,此处采用助流气垫形式。
叶轮给料机其主要作用是将上部粉仓内的粉料连续均匀输送至风送管道内,防止因下料料流瞬间过大堵塞输送管。
送料阀,位于叶轮给料机出口下方,其作用主要是保证能够在该粉仓内的粉料不需上料时不会漏下来。因此在设计时需保证其能完全开启完全关闭,为了能够让控制系统识别该送料阀的位置状态,特需加装行程开关,以便对该阀的状态进行精准定位。

当某种料上料完成后,送料阀关门时若行程开关感应不到关门位置信号,则表明送料阀关门不到位,此时依然有粉料落入管道内,为了避免漏料堵塞管道(严重时需拆开管道进行清理,)此时控制系统须有相关的参数设定,该管路的吹气阀不能关闭,罗茨风机吹气动作不能停止,但是这种设置虽然能避免因前期漏料造成管道堵塞,但同时也会面临另外一个较严重风险,若漏料严重,且未及时发现,经过一定时间后会出现因暂存仓满料而堵管甚至损伤设备元器件。因此在设计、制造、安装、后期维护保养时,需对此加以足够的重视。
风送管道:
整个粉料的输送都在密封的风送管道内进行,粉料在被气力高速吹动时,由于其摩擦力作用,对管道有着强烈的磨损,因此风送管的内壁需采用特殊处理后的耐磨材质,与此同时,风送管路布管设计时,应尽量减少出现大角度变向,若确实不可避免(如在水平管与垂直管连接处,因做加强处理),如下图所示:

以上为粉料气力上料系统的详细介绍,该系统虽然增加了设备投资成本,但省去螺旋机,与此同时还缩短了粉料称量时间,提高了生产效率,降低了混凝土的生产成本,因此,从长远角度,特别对于年产量大的混凝土企业具有明显的经济优势。
